Let's get started
We'll make sure you're getting the best out of your filtration system
With glass microfibre-graded density depth pre-filters.
 Food & Beverage
Food & Beverage
One of the production methods for producing low and alcohol-free beers, especially for small craft brewers, is a higher mash temperature. This biological process requires no additional capital equipment whereas techniques such as reverse osmosis (RO), dialysis, and osmotic distillation require a significant investment.
From EBC Brewing Science Group 10th Technical meeting Vienna – September 2014 Marc SCHMITT
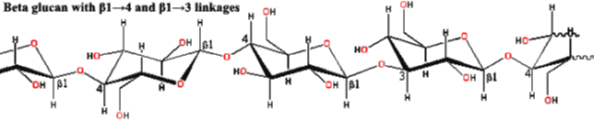
The largest non-starch polysaccharide in barley and malt is Beta Glucan, which constitutes up to 75% of the cell wall, so it is inherent in the brewing process. Typically this is broken down during mashing by the naturally occurring enzyme beta glucanase in the barley. This is also often supplemented by additional beta glucanase additions ). The problem with the higher mash temperature is that this inhibits the activity of the Beta Glucanase reducing the break down of the Beta glucans which then inevitably remains in the brew sent for bottling.
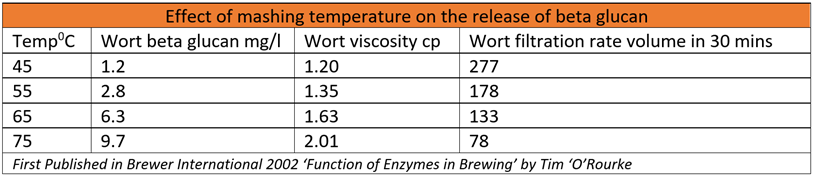
The table below shows the effect of temperature on beta glucan production, wort viscosity and associated difficulty in wort filtration.
Obviously additional beta glucanase could be used to break down beta glucan in the fermentation stages but the fact that bottling is performed at relatively low temperatures (+10 0 C) means that the addition of the enzyme at this stage would have no effect.
The worst case scenario from a filtration point of view is the formation of gels which can very quickly block a typical 0.45 Polyethersulphone (PES) membrane. There have been a number of studies around the formation of the gel form of Beta Glucans which are surmised to be produced by the shearing and straightening of the molecular structure, which encourages gels to form. The customer indicated that it was the gelatinous blocking material observed on the surface of the final 0.45 membranes.
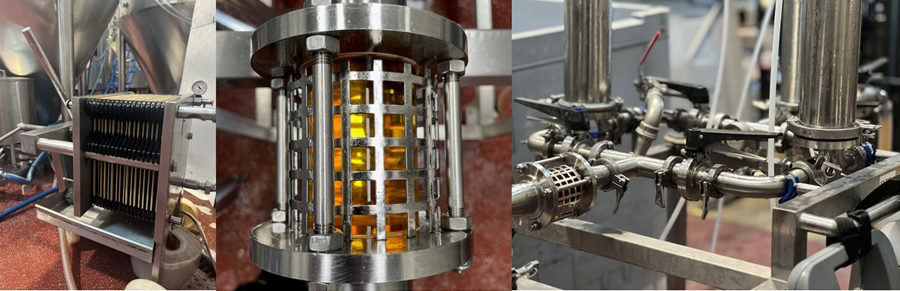
Typical batch volumes were between 850 and 3000 litres. The original filtration set up was through a 3 micron filter press onto a 1.0 micron pleated polypropylene depth filter, then onto the final 0.45 micron PES membrane. This set up resulted in sporadic and rapid blocking of the final membrane dependent on what type of beer was being filtered. A change from 1.0 micron prefiltration to 0.5 micron made no difference to the blockage rates and indeed the prefilters showed no signs of blocking at all. In other words the gelatinous material passed straight through the polypropylene depth filter.
There are a number of possible ways to improve the sterile filtration of the beer: